
















Programme d'éducation
utiliser un équipement de test de défauts par ultrasons
ÉPOQUE 6LT ÉPOQUE 650 OSCTutoriels vidéo, documents, livres, actualités techniques
Vous aidant à mettre rapidement votre équipement en service et à tirer le meilleur parti de la gamme de testeurs de défauts à ultrasons EPOCH d'Olympus.
Série de machines d'essai à ultrasons EPOCH.Technique de contrôle par ultrasons
Introduction à la technique de contrôle par ultrasons
La théorie des ondes ultrasonores a une très longue histoire, depuis le 19ème siècle, avec de grands noms tels que : Lamb, Rayleigh, Curie, Lippman, Lebedev, Sokolov. Le développement continu à ce jour est basé sur le principe de base de la physique : "Les ondes ultrasonores, les ondes sonores à haute fréquence sont transmises dans le matériau d'essai, les ondes ultrasonores sont réfléchies par les surfaces ou les défauts selon une direction prévisible, produisant des impulsions distinctes qui sont affichées et enregistrées sur les appareils à ultrasons portables, tandis que l'énergie acoustique réfléchie est affichée par rapport au temps de propagation indiquant l'existence, l'emplacement et la taille des défauts ».
À l'ère actuelle de la technologie numérique, les applications d'inspection par ultrasons sont devenues familières à tous, des ultrasons dans le domaine médical aux industries de destruction sûre, et constituent une méthode de test efficace à utiliser dans les industries de fabrication, d'usinage et de services, en particulier dans les applications impliquant métaux de soudure et de construction, tels que : défauts de soudure par ultrasons (industrie de la structure métallique - traitement mécanique) ; défauts ultrasonores dans les pièces moulées ; structure fuselage-fourche dans l'aviation; inspection de soudures par points dans l'industrie automobile; vérification des défauts et du délaminage dans les structures non métalliques et composites ; Vérification des défauts dans les réservoirs et les réservoirs dans l'industrie chimique, pétrolière, etc.
Le contrôle par ultrasons (UT) est une méthode de test non destructif polyvalente qui permet l'inspection de toute l'épaisseur du matériau, les tests de délaminage, l'inspection de la coulée, le test des défauts de soudure, etc. VISCO est l'un des fournisseurs d'équipements des principaux fabricants mondiaux de technologie de test par ultrasons. . Après avoir compris vos besoins d'inspection, nous serons votre conseiller de confiance pour fournir les bonnes solutions pour chaque application.
Comment fonctionne l'équipement de contrôle par ultrasons ?
Les ondes sonores à haute fréquence du transducteur sont transmises dans le matériau, lorsqu'il rencontre des discontinuités dans le matériau, il génère des impulsions de rétroaction, qui sont reçues et évaluées par un équipement de test à ultrasons spécialisé.
Le test peut être effectué en déplaçant la sonde sur la surface de l'objet à tester ou en connectant l'instrument à un codeur de position pour un test automatisé. VISCO peut fournir des solutions complètes pour l'inspection par ultrasons monocanal ou multicanal.
L'équipement d'acquisition de données ultrasonores et de traitement du signal multicanal fourni par VISCO est un système d'application ultrasonore traditionnel à transducteur unique, ultrasons multiéléments, ultrasons à diffraction par temps de vol (TOFD) et ultrasons. FMC/TFM). Avec des taux de répétition d'impulsions et un débit de données élevés, les systèmes à ultrasons d'Olympus peuvent s'attaquer à n'importe quelle application à ultrasons avec les exigences de performance les plus élevées.

FAQ sur la technique de test par ultrasons
1. Qu'est-ce qu'une échographie ?
Le contrôle non destructif par ultrasons, également connu sous le nom de CND par ultrasons ou simplement UT, est une méthode de mesure de l'épaisseur ou de la structure interne d'une éprouvette à l'aide d'ondes sonores à haute fréquence. Les fréquences utilisées pour les tests par ultrasons sont plusieurs fois supérieures aux limites de l'audition humaine, le plus souvent dans la plage magnétique. 500 kHz à 20 MHz.
2. Comment ça marche ?
Les ondes sonores à haute fréquence sont directionnelles, et elles se déplaceront à travers un milieu (par exemple, un morceau d'acier ou de plastique) jusqu'à ce qu'elles rencontrent une interface avec un autre matériau (comme l'air). En analysant ces signaux réfléchis, il est possible de mesurer l'épaisseur de l'éprouvette ou de trouver des indices de fissures ou d'autres défauts internes cachés.
3. Quels types de matériaux peuvent être testés ?
Dans les applications industrielles, les tests par ultrasons sont largement utilisés sur les métaux, les plastiques, les composites et les céramiques. Les seuls matériaux d'ingénierie courants qui ne conviennent pas à l'inspection par ultrasons avec un équipement conventionnel sont les produits en bois et en papier. La technologie des ultrasons est également largement utilisée dans le domaine médical pour l'imagerie diagnostique et la recherche médicale.
4. Quels sont les avantages des tests par ultrasons ?
Les tests par ultrasons sont entièrement non destructifs. L'échantillon ne doit pas être coupé ou exposé à des produits chimiques dangereux. Il suffit de s'approcher d'un côté, contrairement à la mesure avec des jauges d'épaisseur mécaniques telles que des pieds à coulisse. Il n'y a aucun risque potentiel pour la santé associé à un examen échographique comme une radiographie.
Lorsque le test est configuré correctement, les résultats sont reproductibles et hautement fiables.
5. Quelles sont les limites potentielles des tests par ultrasons ?
La détection de défauts par ultrasons nécessite des opérateurs formés à l'aide de normes de référence appropriées et une interprétation correcte des résultats. L'examen de détails géométriques complexes peut être difficile. Les jauges d'épaisseur à ultrasons doivent être calibrées pour le matériau mesuré et les applications nécessitant plusieurs mesures d'épaisseur. Les jauges d'épaisseur à ultrasons sont également plus chères que les jauges mécaniques conventionnelles.
6. Qu'est-ce qu'un transducteur à ultrasons ?
Les transducteurs à ultrasons convertissent l'énergie électrique en vibrations mécaniques (ondes sonores) et les ondes sonores en énergie électrique. En règle générale, ils sont de petite taille, disponibles dans une variété de fréquences et de conceptions pour répondre à des besoins de test spécifiques.
7. Qu'est-ce qu'une jauge d'épaisseur à ultrasons ?
Une jauge d'épaisseur à ultrasons est un appareil qui génère une impulsion acoustique dans l'échantillon et mesure très précisément le temps jusqu'à ce que l'impulsion réfléchie soit reçue. L'instrument doit être configuré avec la vitesse du son dans un matériau d'essai connu, la jauge utilise les informations de temps et de vitesse du son mesurées pour calculer l'épaisseur par une simple relation [distance] égale à [vitesse] multipliée par [temps].
8. Quelle est la précision de la mesure d'épaisseur par ultrasons ?
Dans des conditions optimales, les appareils de mesure à ultrasons peuvent atteindre des niveaux de précision aussi élevés que ±0,001 mm (0,0004 pouce) et ±0,025 mm (0,001 pouce) ou mieux dans la plupart des matériaux techniques. Les facteurs qui affectent la précision comprennent l'uniformité de la vitesse du son dans le matériau d'essai, le degré de diffusion ou d'absorption du son, l'état de la surface, la précision et l'entretien de l'instrument calibré pour l'application actuelle.
9. Application de test par ultrasons ?
L'une des principales utilisations des jauges à ultrasons est de mesurer l'épaisseur de paroi résiduelle dans les tuyaux et les réservoirs corrodés. Les mesures peuvent être effectuées rapidement et facilement sans avoir à atteindre l'intérieur des tuyaux ou des réservoirs. D'autres applications importantes incluent la mesure de l'épaisseur des bouteilles en plastique moulées et des récipients similaires, des aubes de turbine et d'autres pièces usinées ou moulées avec précision, des tubes médicaux de petit diamètre, des pneus en caoutchouc et des bandes transporteuses, des housses de bateau en fibre de verre et même des lentilles de contact.
10. Qu'est-ce qu'un détecteur de défauts à ultrasons ?
Les ondes sonores traversant le matériau se refléteront de manière prévisible à partir de discontinuités telles que des fissures et des vides. Un détecteur de défauts à ultrasons est un appareil qui génère et traite un signal ultrasonore pour produire un affichage de forme d'onde qui peut être utilisé par un opérateur formé et pour identifier les discontinuités cachées dans l'échantillon à essayer. L'opérateur détermine la réflexion caractéristique d'une pièce fine, puis recherche des changements dans l'échantillon défectueux.
11. Quels défauts pouvez-vous trouver avec le détecteur de défauts ?
Une grande variété de fissures, vides, défauts, impuretés et problèmes similaires affectant l'intégrité structurelle peuvent être identifiés et évalués à l'aide de détecteurs de défauts à ultrasons. La taille minimale des défauts détectables dans une application particulière dépend du type de matériau testé et du type de défaut évalué.
12. Qui utilise les détecteurs de défauts à ultrasons ?
Les détecteurs de défauts à ultrasons sont largement utilisés dans les applications critiques pour la sécurité et la qualité impliquant des soudures structurelles, des poutres en acier, des pièces forgées, des pipelines, des moteurs, des cellules, des châssis automobiles, des voies ferrées, des turbines électriques et d'autres machines lourdes telles que les coques de navires, les pièces moulées et bien d'autres. demandes importantes.
13. Quels autres types d'appareils à ultrasons existe-t-il ?
L'échographie assistée par ordinateur est utilisée pour produire des images très détaillées similaires à l'inspection par rayons X, cartographiant la structure interne d'une pièce à l'aide d'ondes sonores. La technologie des ultrasons multiéléments développée à l'origine pour l'imagerie diagnostique médicale est maintenant utilisée dans des applications industrielles pour produire des images en coupe transversale de matériaux. Les grands systèmes de balayage sont utilisés par l'industrie aérospatiale et les fabricants de billettes pour vérifier les défauts cachés dans les matières premières ou les pièces finies.
FAQ sur la sonde de test à ultrasons
Questions générales sur les transducteurs à ultrasons
Interroger: Différence entre la gamme de transducteurs Olympe, Panametrics-NDT et harisonique quelle?
Réponse: Il s'agit des deux gammes de produits héritées proposées par Olympus et la plupart de ces gammes de produits ont été renommées transducteurs Olympus. Il existe un chevauchement fonctionnel important entre eux. Normalement, les transducteurs Harisonic ne seront fournis que si une sonde Olympus de remplacement n'est pas actuellement disponible. Consultez VISCO pour plus de détails.
Interroger: Différence entre les séries de sondes Olympus Accuscan®, Numérisation de vidéos® et Balayage centralQu'est-ce que ® ?
A: En bref, le transducteur Accuscan (S) est une bande étroite optimisée pour une bonne pénétration, les transducteurs Numérisation de vidéos est un type à large bande optimisé pour une résolution proche de la surface et axiale, et le transducteur Balayage central combine des composites pour une haute sensibilité au haut débit.
Interroger: Quelle est la longueur du champ proche / le diamètre du faisceau / l'angle d'ouverture du faisceau de ma sonde ?
Réponse: Les formules de calcul de tous les paramètres de faisceau couramment utilisés se trouvent dans la section Remarques techniques à la fin du catalogue des transducteurs à ultrasons conventionnels.
Interroger: Quelle est la limite de température pour la sonde Olympus standard ?
Réponse: Pour toutes les sondes de contact et plongeantes, la limite recommandée est d'env. 50°C (125°F). Les composants internes sont collés et fonctionnent bien à température ambiante et sont stables à température ambiante. Des températures élevées peuvent entraîner la dilatation des composants internes à des vitesses différentes. En raison du taux variable de dilatation thermique, les contraintes peuvent réduire la résistance de la liaison interne et provoquer de graves défaillances. Les sondes qui ont été thermiquement endommagées mourront ou perdront leur sensibilité et ne pourront pas être réparées. Clients besoin de travailler à une température supérieure à 50°C (125 °F). un coin de retard à haute température doit être utilisé ou sondes doubles.
Interroger: Quelle est la tension d'excitation maximale pouvant être appliquée aux sondes Olympus ?
Réponse: Dans les modes aiguille et onde carrée, les sondes de fréquence inférieure (moins de 10 MHz) peut souvent être excité à 400–475 volts, tandis que dans 10 MHz, la tension doit être limité à 300V. Dans les générateurs d'impulsions continues, la tension et le rapport cyclique doivent être limités pour éviter la surchauffe de la sonde. Voir les notes techniques pour des instructions détaillées, y compris la formule utilisée pour calculer la tension maximale et le cycle de service dans des circonstances spécifiques.
Interroger: Olympus peut-il calibrer mon transducteur ?
Réponse: Le transducteur convertit l'énergie électrique en énergie mécanique et inversement. Le transducteur Olympus ne peut pas être « calibré » à l'aide de la méthode de réglage. Cependant, nous pouvons enregistrer leurs performances par rapport à la norme ASTM E1065 et nos spécifications de production. Veuillez consulter le catalogue détaillé des sondes.
Interroger: Olympus fabrique-t-il des transducteurs pour l'industrie médicale ?
Réponse: Nos sondes industrielles sont conçues pour être utilisées dans des applications industrielles telles que la détection de défauts, la mesure d'épaisseur et l'étude des propriétés des matériaux. Nous ne vendons pas nos transducteurs industriels pour les applications de diagnostic médical. Cependant, nous les vendons parfois à des chercheurs biomédicaux qui font beaucoup de recherches intéressantes.
Interroger: Olympus propose-t-il des transducteurs haute puissance pour le nettoyage par ultrasons, la génération de bulles d'air, le soudage par ultrasons, etc. ?
Réponse: Non. En règle générale, ces applications nécessitent un niveau de puissance beaucoup plus élevé que celui utilisé dans les tests par ultrasons non destructifs. Par définition, le CND ne provoque aucun changement dans le matériau de test, par conséquent, toutes les sondes conçues pour les applications CND sont des appareils à faible consommation d'énergie. Nous ne recommandons pas plus de 0,125 watts de puissance moyenne d'entrée électrique pour la plupart de nos transducteurs standard. Des processus tels que le nettoyage nécessitent des niveaux de puissance de dizaines voire de centaines de watts. Cela dépasse le cadre des CND.
Interroger: La sonde Olympus peut-elle être utilisée dans des applications aéroportées ?
Réponse: Non, les mesures sans contact dans l'air ne peuvent pas être effectuées avec nos sondes standard. Les niveaux de puissance et de fréquence utilisés dans les CND par ultrasons ne sont pas optimaux pour transmettre le son dans l'air. Les applications ultrasonores aéroportées utilisent généralement des fréquences inférieures à 50 KHz. Cependant, les grands systèmes d'inspection d'Olympus pour l'aéronautique adoptent également désormais des transducteurs à ultrasons sans contact pour certaines applications spécifiques.
Foire aux questions sur les sondes d'angle et les sondes en coin
Interroger: Quelle est la distance d'approche des cales Olympus ? Plus précisément, la distance entre le point de sortie du faisceau sonore et l'avant du coin.
Réponse: Voir les dessins dans le catalogue pour les dimensions spécifiques.
Interroger: Des cales personnalisées peuvent-elles être fournies ?
Réponse: Oui, cependant il existe des limites de courbure maximale et minimale pour chaque type de coin, en fonction de l'angle et de la taille du coin. Normalement, nous fournissons des cales courbes avec diamètre nominal du tuyau. Contactez un représentant commercial pour plus de détails.
Sonde de coin de retard
Interroger: Comment le type de filetage est-il spécifié pour le filetage de vis à coin ?
Réponse:
- Diamètre 0,5 po. — 11/16 po-24-UNEF-2A
- Diamètre 0,375 pouce — 9/16 pouce — 24-UNEF-2A
- Diamètre 0,25 pouces — 3/8 pouces — 32-UNEF-2A
Interroger: Olympus peut-il produire des cales avec des angles non standard pour l'acier et d'autres matériaux ?
Réponse: Ont. Le client doit spécifier l'angle de réfraction souhaité, la vitesse du matériau de test et tout autre facteur important pouvant jouer un rôle lors des tests par ultrasons. Notez que, dans certains cas, l'effet ne sera donné que sur la base du "meilleur effort". Des frais plus élevés s'appliqueront également et/ou parfois une quantité minimale de commande est requise.
Interroger: Olympus propose-t-il un coin 35° et un coin 80° ?
Réponse: Les coins à des angles de réfraction très élevés et très faibles ont des problèmes significatifs avec la loi de Snell et ne seront généralement donnés qu'au mieux. Pour produire une onde de cisaillement réfractée à 35 °, l'angle d'incidence doit être très proche du premier angle critique, une région "creuse" où il n'y a pas de signal utilisable de l'onde longitudinale ou de cisaillement. Il peut y avoir un signal très faible. Il existe également une plage d'angles élevés (bande médiane de 70°) associée à un coin d'onde de cisaillement de réfraction de 35° qui peut provoquer des interférences dans certains tests. À des angles très élevés, notre expérience est que l'angle d'onde de cisaillement de réfraction réel le plus élevé pouvant être atteint est d'environ 75° et les cales seront conçues en conséquence. Les ondes de surface (90°) peuvent être une alternative dans certains cas.
Formules courantes utilisées dans les tests par ultrasons
Unité de contrôle par ultrasons
|
F |
Fréquence (Fréquence) |
|
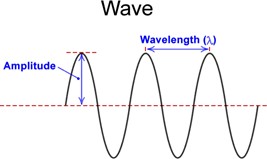
λ |
Longueur d'onde (longueur d'onde) |
|
FACILE |
Diamètre |
|
θ |
Coin |
|
dB |
Décibels |
|
UN |
Amplitude |
|
⍴ |
Densité du matériau |
|
DESSINER |
|
|
Z |
Impédance |
|
poids, T |
Épaisseur de paroi, épaisseur de matériau |
|
un, b, c |
Les bords du chemin du son |
Formules courantes dans les tests par ultrasons
|
Longueur d'onde (longueur d'onde) |
= V/F |
|
Champ proche |
= (D2 x F) / (4 x V) |
|
Faisceau demi-angle |
= (K x V) / (D x F) |
|
Loi de Snell (loi de Snell) |
(Sin⍬1 / Sin⍬2) = (V1 / V2) |
|
Convertir l'amplitude en dB |
dB = 20 x Log(A2 / A1) Voir plus de fichiers Excel prenant en charge la conversion. |
|
Résistance acoustique – Impédance acoustique (Z) |
= x V |
|
(Rapport d'impédance) |
= Z2 / Z1 |
|
Taux de transmission (énergie réfléchie) (%) |
= [(Z2 – Z1)2 / (Z2 + Z1)2] × 100 |
|
Chemin du son (V - Chemin) |
= (2 x T) / Cos(⍬) |
|
Distance de saut |
= 2 x T x Tan(⍬) 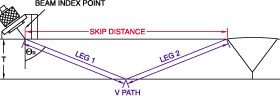 |
|
Cycle (Période) |
= 1 / F |
|
Intervalle d'impulsion |
= 1 / Taux de répétition des impulsions |
|
Diamètre d'un cercle |
= x Diamètre |
|
Théorème de Pythagore (Théorème de Pythagore) |
un2 + b2 =c2 |
|
Distance (Distance) |
V x Temps |
|
Convertir des pouces en millimètres |
Multiplier par 25,4 |
Facteurs affectés par la fréquence
|
⬆ |
F |
Fréquence (Fréquence) |
|
⬇ |
P |
Pénétration |
|
⬆ |
UN |
Atténuation |
|
⬇ |
FACILE |
Divergence |
|
⬆ |
S |
Sensibilité |
|
⬇ |
AGÉ DE |
Épaisseur du cristal |
|
⬆ |
BON MARCHÉ |
Résolution (Résolution) |
|
⬇ |
Oui |
Longueur d'onde (longueur d'onde) |
|
⬆ |
FEMMES |
Distance de champ proche |
Unité SI
|
Méga |
106 |
1000000 |
|
Kilo |
103 |
1000 |
|
centi |
101 |
10 |
|
1 |
1 |
1 |
|
milli |
10-3 |
0.001 |
Angle d'ouverture du faisceau sonore constant et atténuation
|
KY |
dB |
|
1.22 |
0 |
|
1.09 |
-20 |
|
0.93 |
-12 |
|
0.87 |
-10 |
|
0.7 |
-6 |
|
0.51 |
-3 |
Informations relatives à la technique de contrôle par ultrasons
Conditions d'essais non destructifs de soudage
Introduction Nous utilisons tous des termes différents dans le...

Test ultrasonique à haute température
Bien que la plupart des détecteurs de défauts et des jauges d'épaisseur soient...
La base de la méthode d'inspection des défauts par ultrasons
Reportez-vous à des articles plus connexes : Techniques de test par ultrasons et...
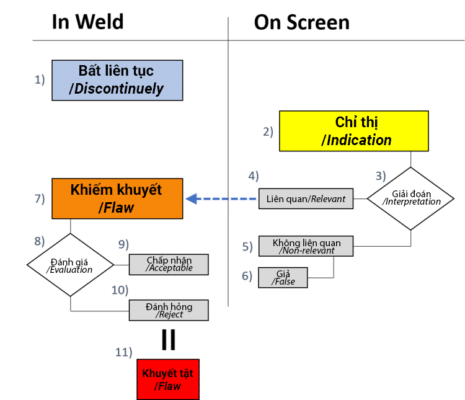
Interprétation des signaux d'inspection de base par ultrasons des soudures
Hướng dẫn khuyết tra khuyết tật mối hàn bằng sóng siêu âm
Quelle est la précision de l'évaluation de la taille des défauts à l'aide de l'inspection par ultrasons ?
Actes de la conférence ASME PVP : juillet 2004, San Diego, Californie PVP2004-2811 Général Pipelines existants...

Mesurer le niveau de liquide par méthode ultrasonique
Applications Mesurer le niveau de liquides dans des conteneurs ou des canalisations par...

Transducteur ultrasonique à haute pénétration pour les applications de détection de défauts à faisceau droit
Sélection optimale de la sonde de contact à basse fréquence pour...

Inspection par ultrasons des soudures d'épaisseur inférieure à 6 mm
Reportez-vous au coin incurvé utilisé dans l'inspection des soudures de petits tuyaux....
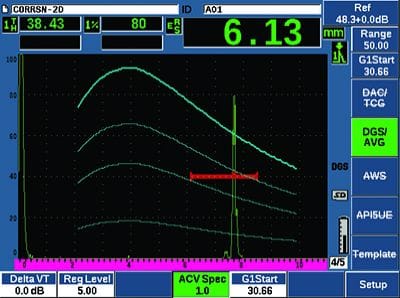
Sử dụng tính năng DGS trên thiết bị siêu âm dòng EPOCH
Tham khảo: Đường cong DGS trong đánh giá kích thước bất liên tục. Tổng quan...

Analyse de phase dans la détermination de la séparation des matériaux à l'aide d'ultrasons
Application pour utiliser l'analyse de phase dans les tests par ultrasons Utiliser...
Kỹ thuật kiểm tra siêu âm mối hàn
Kiểm tra mối hàn là một trong những ứng dụng chính của kiểm tra siêu...

Sử dụng nêm cong trong kiểm tra siêu âm mối hàn ống nhỏ
Các mối hàn ống có đường kính nhỏ có thể khó kiểm tra bằng siêu...
Livres et manuels pour les tests et équipements à ultrasons EPOCH
Des guides étape par étape fournissent des informations complètes pour la formation sur une variété de techniques. Ces supports sont livrés sous forme de cours et disposent d'une interface interactive intuitive, ce qui en fait l'outil idéal pour les stagiaires ou les nouvelles recrues. Nous proposons également des formations directement via nos partenaires de formation.

Guide
Techniques d'inspection par ultrasons et défauts des équipements à ultrasons (Anglais)

Guide
Technique de test par ultrasons Phased Array (Anglais)

Guide
Mesure d'épaisseur par ultrasons (anglais)

Guide
Mesure précise de l'épaisseur par ultrasons (Anglais)
Il est temps de regarder la vidéo
Tutoriels vidéo pour chaque contenu en détail !
Nous vous invitons à regarder des vidéos liées au sujet de l'utilisation d'équipements d'inspection de défauts par ultrasons tels que EPOCH ou d'autres techniques d'inspection avancées.

Fonctionnement de base sur l'appareil EPOCH 6LT .
Fonction d'enregistrement des données de la fonction de modèle sur l'EPOCH 600
Présentation du nouvel appareil EPOCH 600
Utilisez l'EPOCH 600 pour les tests d'épaisseur de corrosion et la cartographie de la corrosion
Mise à jour du logiciel sur l'appareil EPOCH 600.
Test d'épaisseur de corrosion et cartographie à l'aide d'EPOCH 6LT
WEBINAR - Présentation générale du testeur de défauts à ultrasons EPOCH 6LT
Instructions d'installation du couvercle de protection en caoutchouc pour EPOCH 6LT
Utilisation du menu sur l'EPOCH 6LT Appareil de soudage par ultrasons
Webinaire : Utiliser des fonctionnalités qui améliorent la qualité de l'inspection sur les équipements à ultrasons traditionnels
Foire aux questions et résolution des erreurs courantes
Comment réinitialiser l'EPOCH 600/650
- Éteignez l'appareil, retirez la batterie et réinsérez-la.
- Maintenez le bouton P7 + Power enfoncé jusqu'à ce que vous entendiez un "clic", relâchez le bouton d'alimentation et maintenez P7 jusqu'à ce que l'écran s'allume.
Les boutons ne répondent pas
Phénomènes: les boutons à l'avant de la machine ne fonctionnent pas. Seule la touche Marche/Arrêt fonctionne encore ?
Gérer: vérifier si la fonction All lock est active ? Éteignez et rallumez l'appareil pour le déverrouiller.
Certaines fonctions du menu ne peuvent pas être activées
Phénomènes: Certaines fonctions de l'appareil ne peuvent pas être activées ?
Gérer: vérifier si la fonction Cal lock est active ? La fonction Cal lock verrouille toutes les pressions sur les touches. Éteignez et rallumez l'appareil pour le déverrouiller.
L'appareil ne s'allume pas après la mise à jour du firmware
Phénomènes: Appuyez sur la touche Marche/Arrêt mais l'appareil ne s'allume pas. Fréquent après une mise à jour du micrologiciel ayant échoué.
Gérer:
- Retirez la batterie et le chargeur.
- Réinsérez la batterie.
- Allumez l'appareil.
Capture d'écran de sauvegarde rapide
L'EPOCH 650 vous permet d'enregistrer rapidement des captures d'écran, tout comme la fonction d'impression d'écran sur un PC. Les images seront enregistrées sur la carte mémoire en tant que fichier .BMP.
Pour enregistrer une capture d'écran rapide, procédez comme suit :
- Insérez une carte MicroSD
- Réglez le mode d'écran pour afficher l'image que vous souhaitez capturer et enregistrer
- Appuyez sur 2nd F, F1 pour enregistrer rapidement l'écran. L'appareil s'arrêtera pour enregistrer l'écran pendant quelques secondes et émettra un bip lorsque l'enregistrement sera terminé
- Retirez la carte mémoire et bouclez dans le PC pour trouver le fichier BMPxx.bmp
Enregistrer la vidéo de l'écran
L'EPOCH 650 vous permet d'enregistrer des vidéos d'écran, de les sauvegarder, de les supprimer et de les revoir. Les vidéos peuvent également être exportées pour être visionnées sur un PC ou enregistrées sur un autre appareil EPOCH 650.
Pour activer l'enregistrement vidéo, procédez comme suit :
- Réglez le mode d'écran pour afficher l'image que vous souhaitez capturer et enregistrer
- Allumez le magnétoscope, sélectionnez Video Record/Setup.
- Appuyez sur P2 pour activer et afficher les fonctions de contrôle d'enregistrement d'écran.
- Appuyez sur P1 pour tourner, P2 pour Pause et P3 pour Marquer ou marquer la position d'intérêt.
Remarque : lors de l'enregistrement vidéo, les fonctions Gate, Gain peuvent être utilisées normalement. Les autres fonctionnalités ne fonctionneront pas tant que l'enregistrement vidéo ne s'arrêtera pas.
Télécharger des documents et des livres
 Cong_thuc_dung_in_UT.pdf (282,3 Kio, 1 606 hits)
Cong_thuc_dung_in_UT.pdf (282,3 Kio, 1 606 hits)
Infographie sur le niveau de protection IP d'EPOCH 6LT (226,1 Kio, 684 hits)
Infographie - Accès sur corde avec EPOCH 6LT (788,8 Kio, 731 hits)
Infographie - Appareil à ultrasons compact EPOCH 6LT (1,4 Mio, 942 hits)
Introduction Catalogue EPOCH 6LT (792,2 Kio, 791 hits)
Catalogue EPOCH 6LT pour l'escalade d'approche (1,5 Mio, 855 hits)
Manuel de diffraction du temps de vol (ToFD) (4,3 Mio, 790 hits)
Test multiéléments : théorie de base pour les applications industrielles (5,2 Mio, 1 278 hits)
Introduction aux applications de la technologie ultrasonique Phased Array (20,7 Mio, 2 967 hits)
Avancées dans les applications de la technologie ultrasonique à réseau phasé (23,6 Mio, 2 057 hits)
Manuel d'utilisation de l'EPOCH 650 en anglais (diapositives) (24,6 Mio, 1 060 hits)
Manuel d'utilisation de l'EPOCH 600 en vietnamien (diapositive) (3,5 Mio, 1 069 hits)
Manuel d'utilisation de l'EPOCH 650 (anglais) (5,1 Mio, 805 hits)
Guide de l'interface utilisateur de l'EPOCH 6LT (anglais) (1,3 Mio, 877 hits)
Manuel d'utilisation de l'EPOCH 6LT (anglais) (1,3 Mio, 0 résultats)
Infographie de la chronologie d'EPOCH (576,5 Kio, 659 visites)
Infographie EPOCH 650 (840,4 Kio, 784 hits)
Infographie DGS sur OmniScan (292,4 Kio, 685 hits)
Infographie sur la caractérisation des défauts (519,7 Kio, 799 hits)
Sondes CND postales (3,6 Mio, 753 hits)
Introduction à la technique de contrôle par ultrasons TFM (Infographie) (939,6 Kio, 685 hits)
Infographie des transducteurs UT (1,4 Mio, 698 hits)
 Calcul de la taille minimale des défauts pour UT (89,5 Kio, 603 hits)
Calcul de la taille minimale des défauts pour UT (89,5 Kio, 603 hits)
 Calculatrice de la loi de Snells à ultrasons (74,3 Kio, 660 hits)
Calculatrice de la loi de Snells à ultrasons (74,3 Kio, 660 hits)
Télécharger le logiciel
Ce site utilise le plugin de vérification de l'utilisateur pour réduire le spam. Découvrez comment les données de vos commentaires sont traitées .