

















What is liquid penetrant testing?
Liquid penetrant testing is one of the methods Non-Destructive Test (NDT) Most Popular This test method is economical, flexible and requires minimal training when comparison with NDT methods other. Liquid penetrant tests check for exposed material flaws in the surface by saturating the test sites with liquid and then “drawing” the liquid out with a chalky emulsion. PT weld inspection is the most common category, but sheet, rod, tube, casting and forging materials are also commonly tested by liquid penetrant.
Liquid Penetration Test has been called by many names: Penetration Test (PT), Liquid Penetration Test (LPI) and Color Penetration Test (DP). The American Society for Non-Destructive Testing (ASNT) uses the name Fluid Penetration Test (PT). The American Association of Mechanical Engineers Boilers and Pressure Vessels Code (ASME B & PVC) and National Board Inspection Code (NBIC) use the name Liquid Penetration Test (PT).
The first recorded use of PT was in railway industry. Train wheels are dipped in used oil, wiped dry, and then coated with powder or chalk suspension in alcohol. When the wheel dries, the oil left in the crack will flow out due to chalking and detection. This method is called oil and the “oil and whiting” method.
The ASME Boilers & Pressure Vessels Standard series recognizes six different PT techniques, distinguished by the type of penetrant and the method of cleaning prior to application of the reagent. Two types of penetrant include Fluorescent Penetration and Contrast Color Penetration (red dye). Penetration agents can be used with one of three cleaning methods – Water washable, post-emulsified and solvent-cleanable. The most common are solvent-cleanable pigment penetrants. This method will be used for reference throughout the article.
Solvent cleaning is the most popular because it is low cost and very flexible. It usually comes in three canisters of aerosols – cleaning agent, penetrant and emulsifier. Spray bottles can be purchased for from $5 to $10 a can. With just about $50, you can have all the tools you need to conduct a liquid penetrant test. Using a highly flexible sprayer allows easy lifting up ladders, inside boilers and into hard-to-reach places. Most non-porous materials (steel, stainless steel, cast iron, aluminum, brass, copper, titanium, rubber, plastic and glass) can be tested with PT. It is not recommended to test porous materials (concrete, wood, paper, fabric, and some types of fiberglass if the fiber is in contact with the surface) with PT.

Pros and cons of liquid penetrant testing
Advantages
- High sensitivity to small surface discontinuities
- Easy inspection of complex shaped parts
- Quick and inexpensive inspection of large areas and large volumes of parts/materials
- Less material restrictions (metals and non-metals, magnetic and non-magnetic, conductive and non-conductive can all be tested)
- Image showing discontinuity shown directly on the surface
- Air aerosols make working mobile, convenient and inexpensive
- Indicators can reveal the relative size, shape and depth of discontinuities
- The method is easy to implement and requires minimal training
Defect
- Only surface open discontinuities are detected
- Materials with porous surfaces cannot be tested with this procedure
- Only smooth, clean surfaces can be inspected. (Rust, dirt, paint, grease must be removed)
- Metallic brush marks, weld spatter or grit must be removed prior to liquid penetration testing.
- The tester must have direct access to the surface to be tested
- Surface finish and roughness can affect test sensitivity. (May need to grind surface before PT)
- The process is multi-step and must be controlled
- Need to clean the material after inspection
- Requires proper handling and disposal of chemicals
- Chemical vapors can be dangerous and flammable without proper ventilation
Principle of liquid penetrant testing
It should be noted that the penetrant is a thin liquid, designed to penetrate the smallest cracks. Therefore, if an assembly has welds or unsealed material, the penetrant will seep behind the welds and between layers of unused material. It is then difficult to remove the penetrant from these areas. The trapped penetrant will cause defects in the weld if continued welding or will melt over time and contaminate the paint.
To be able to use PT under ASME Code when building boilers or making repairs under NBIC, an approved and followed written procedure is required. Procedures to be followed ASME Boiler and Pressure Vessel Code, Section V, Article 6 and specify the necessary and non-essential variables. Sometimes liquid penetrant testing is performed for informational purposes only, and does not follow a written procedure. For example, when a welder grinds a weld crack to repair and uses PT to ensure complete removal of the crack. However, if PT is being performed to comply with the Code, then the written procedure needs to be followed by trained NDT personnel.
Refer: Steps in the Penetration Test Process.
What are the requirements of liquid penetrant testing?
Section V, Clause 6 of ASME describes the requirements of Liquid Penetration Test (PT). API 650, ASME B31.3 and ASME Part VIII, Part 1 all require PT inspections to be carried out in accordance with ASME BPVC- Section V- Article 6. In order to perform inspections and sign reports, individuals should be trained and qualified according to ASNT standards. SNT-TC-1A. Personnel should complete eye exams – Jagger's J1 Near Vision Test, Color Blindness Test – Ishihara Test performed by employer annually.
Most standards emphasize that penetration test materials should not contain contaminants that would damage the quality of the weld and metal. (such as Sulfur, Chlorine and Halogen).
When testing high temperature PTs (temperatures outside the range 4°C to 52°C), special training in Materials used is required and is described in ASME BPVC V- Clause 6 – Mandatory Annex 3 .
ASME Part DRAW There are also minimum light intensity requirements as when done with solvent cleaning visible penetrants of a minimum of 1000 lux on the part surface. The proper amount of light must be checked using some type of light meter.

Fluorescent Penetration Test should be performed under Ultraviolet Lamp, UV Lamp should have a light intensity of at least 1000 µW/cm² when testing the surface. A darkroom setup is required for fluorescence testing with a maximum white light intensity of 20 Lux.
In ASME B & PV Codes of Construction, Magnetic particle test or Liquid Penetration Test is required to detect the possibility of surface defects. If the material is non-magnetic then the most common choice is PT or ET. Typical examples of checks required under ASME include:
- Casting surface defects
- Fillet welds where the edge of a plate is in contact and not penetrated into the weld
- Welding metal on sheet
- Remove defects before welding repair
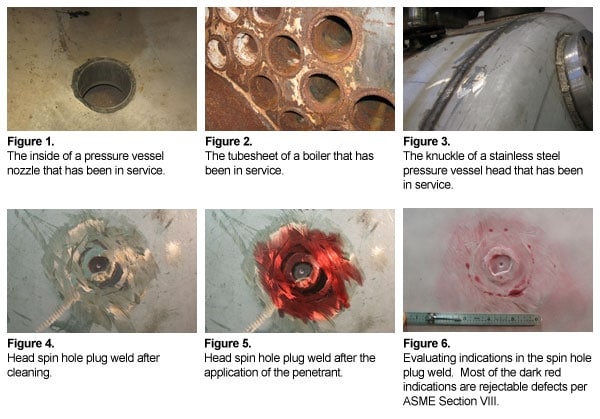
Once Boilers and pressure tanks When put into practice, PT can be a very useful tool. NBIC recommends PT test: boiler tube plates for leaks around pipes, external inspection of welds, assessment of fire damaged components, used boilers, equipment fiber-reinforced thermoset plastic pressure washer, dryer and liquefied petroleum gas (LPG) pressure vessel.
During the inspection of equipment in operation, PT is also recommended for use in areas where defects are suspected including the Nozzle (see Figure 1), the tube plate (see Figure 2), the top of the tank (see Figure 1). 3) and the rotary seal hole weld (see Figure 4). To effectively use the liquid penetrant on the tube plate in Figure 2, a lot of work needs to be done. All rust and scale must be removed in order to completely clean the penetrant. Warped, unused tube ends will also leach out the dye and cause false indications. Rotary head hole welds are visually inspectable, but many defects are found when subjected to liquid penetrant testing (see Figures 5 and 6).
In summary, PT can be a very valuable tool during the inspection of new construction and used equipment. PT has limitations and is not the best method for all applications. However, for quick, low-cost field testing, PT is often a good choice over other NDE methods.